
精密加工零件技术处理要求
①零件去除氧化皮,零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷,去除毛刺飞边;
②经调质处理,零件进行高频淬火,350~370℃回火,HRC40~45,渗碳深度0.3mm,进行高温时效处理。
③未注形状公差应符合GB1184-80的要求,未注长度尺寸允许偏差±0.5mm,铸件公差带对称于毛坯铸件基本尺寸配置;
④未注圆角半径R5,未注倒角均为2×45°,锐角倒钝;
⑤各密封件装配前必须浸透油,装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃,齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定;
⑥装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中,进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
上一篇:汽车差速器的组成和运作原理
下一篇:精密加工零件的难点是什么
相关资讯
 变速器拨叉常用的材料介绍 2017-10-17
变速器拨叉常用的材料介绍 2017-10-17 汽车自动变速箱零部件的功能和作用 2020-08-12
汽车自动变速箱零部件的功能和作用 2020-08-12 更换手动换变速箱总成注意事项 2017-11-20
更换手动换变速箱总成注意事项 2017-11-20 手动变速箱零件名称 2017-03-15
手动变速箱零件名称 2017-03-15 航空航天零部件基本知识的介绍 2022-03-28
航空航天零部件基本知识的介绍 2022-03-28 变速箱常见故障及其零件的修理 2017-02-09
变速箱常见故障及其零件的修理 2017-02-09 变速器换挡拨叉组件疲劳寿命分析 2017-07-18
变速器换挡拨叉组件疲劳寿命分析 2017-07-18 差速器壳体锻造工艺介绍 2017-11-08
差速器壳体锻造工艺介绍 2017-11-08 差速器壳体常见故障及修理方法 2017-10-09
差速器壳体常见故障及修理方法 2017-10-09 变速箱配件损坏有可能导致自行脱档 2017-07-18
变速箱配件损坏有可能导致自行脱档 2017-07-18










推荐产品
航空发动机锥面密封弯管接头组件
这款弯管接头组件是将钢管根据设计要求进行不同角度折弯并焊接专用连接接头,通用采用

航空发动机风扇出口导叶流道板(大)
风扇出口导叶流道板用于航空飞机发动机上,通常采用特殊铝合金材料制作,材料轻强度高

航空发动机用供气管套
供气管套具有尺寸小壁薄特点,选用高温合金在精密车床上加工而成,在航空航天宇航发动

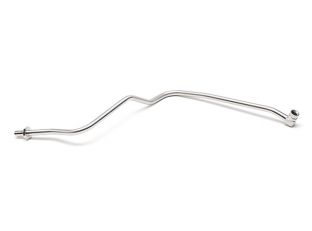
航空发动机用弯管
由于航空发动机安装空间有限且管路复杂,金属管路通过需要延着发动机外型安装,因此需
